| 1. Pressure: the intensity of the impact on the weight of the stock being embossed.
2. Heat: the ability to maintain a consistent heat level for the best impression.
3. Die Depth: the client's artwork or the engraver's efforts will initially determine the die depth, however, if by looking at the artwork it appears that an adjustment of the die depth may be necessary, the die may need to be retooled to achieve a greater depth.
Each die can have a different beveled edge that will affect the appearance of the embossing. The beveled edge of the die is generally sloped at 30, 45, 50, or 60 degrees. A 30-degree slope will provide only a slight shadow to the embossed edge while a 60-degree slope may provide a very heavy, rounded embossed edge around an image.
The depth of the die is also important in creating the desired effect. The deeper the die, the more pronounced the embossed image. Combining a deep die with a high degree of slope will result in an embossed appearance that becomes fuzzy and enlarged on heavy grade stock.
It is important to recognize what type of die will work best for the type of stock that will be used. For example, a beveled die works well with a heavier material, such as cover stock, since the thickness of the stock can withstand the impression of the angled edges; however, lighter weight stocks do not provide adequate thickness to reveal a noticeable embossed image when using dies that are beveled. Dies with a sharply angled edge have a tendency to tear the stock when it is embossed.
Generally, a combination of 30 or 45 degrees of slope with a depth of .010 to .015 results in the best impression for a sharp and clean embossed image. It is a good idea to consult with the company doing the embossing if a desired effect is required for your project.
Embossing Types
Blind Emboss
Blind embossing does not include the use of ink or foil to highlight the embossed area. The change in the dimensional appearance of the material is the only noticeable difference resulting from the embossing. The blind embossing process provides a clean and distinctive or subtle image on paper stock. It is best used to create a subtle impression or low level of attention to the piece, yet provide some slight form of differentiation for the finished work. A sample of a blind emboss using a single level die, is shown below.
Registered Emboss
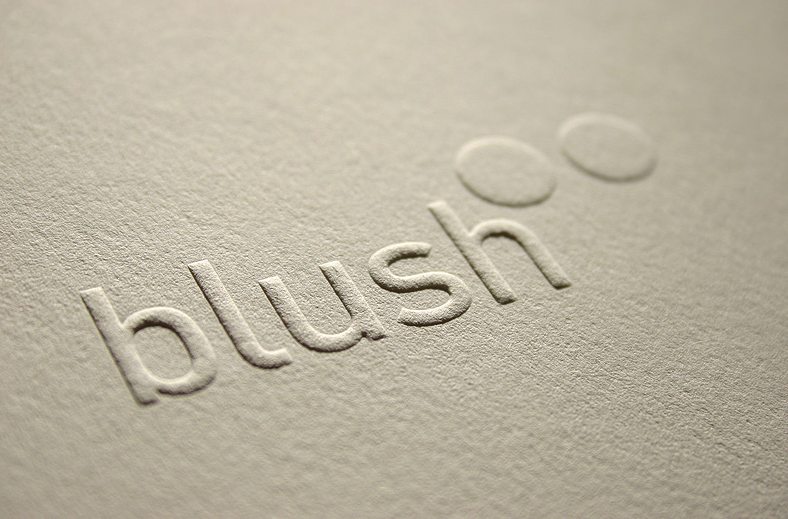
Registered embossing is a process that places the embossed image in alignment with another element created with ink, foil, punching, or with a second embossed image. In the illustration below, the blind emboss is aligned within the larger printed circle to produce a registered emboss.
Combination Emboss
Combination embossing is the process of embossing and foil stamping the same image. It involves imprinting and aligning foil over an embossed image to create a foil emboss. A sculptured die, generally made of brass is used for this procedure. The process requires close registration that must be controlled to keep the image and foil matched precisely. The process of embossing and foil stamping is accomplished in one operation with the use of a combination die. The combination die has a cutting edge around the perimeter to cleanly break the excess foil away from the embossed area.
Stock Selection
- Factors to consider in stock selection include surface characteristics, grain, gauge, weight, material density, printing inks or coatings to be applied, and finishing processes to be used.
- Generally, the stocks most receptive to embossing dies are stocks that are uncoated, heavier in weight, and have a felt finish.
- Embossing on heavier stocks will most often provide greater dimensional depth and detail.
- If some of the stock being embossed or hot stamped is very thick, the engraver should be advised that increased depth will need to be tooled into the die to provide more definition to the embossed image. The greater depth will compensate for thickness, memory (the tendency for the stock to return to its original shape), and stock resistance.
- It is desirable to have the die "bottom out" or strike the paper with enough pressure that the material is stretched to its maximum potential without cracking or tearing.
- Coated, varnished, and lightweight stocks have a tendency to crack when embossed. Paper and ink have limitations in the degree that they can be stretched before cracking. Coatings cannot be stretched, so care should be taken with any type of embossing on coated or varnished stock.
- Embossing with a foil covering rather than ink can help eliminate cracking on coated stocks.
- When heat is applied to an embossing die during foil stamping or glazing, the likelihood of coated and lightweight stocks becoming brittle is increased, which may lead to the stock becoming cracked during the embossing process.
- Textured stocks may compete with the embossed image if the texture is too pronounced, however, for a blind emboss, a slightly textured stock provides the best results.
- Consider the direction of the paper grain when embossing. Embossing against the grain can cause cracking problems, however, it may be necessary to go against the grain to achieve the desired effect for certain applications.
- Recycled paper may cause the embossing to be inconsistent in appearance from sheet to sheet because a high content of recycled fibers weakens the stock when it is exposed to heat and pressure. Use paper with less than 30% post-consumer fiber for best results.
- Long-fiber sheets are best for embossing, since they are capable of handling a wider variety of embossing dies, particularly the deeper dies.
- Sulfate and foils are the best board stocks to use when embossing packaging materials.
Artwork Preparation
- Set copy or create images with fonts above 12 point and lines thicker than 2 point. Use images that are as open as possible and have fewer thin lines. Embossing will have a tendency to fill in small, enclosed areas, thin lines, or closely kerned text.
- Thin serifs do not emboss well unless they are large and well defined.
- It is generally best to prepare images slightly larger than the size desired. This is to compensate for the resulting dimensional effect that occurs because of the paper thickness, which tends to change the size of the image.
- For greater depth, provide more letter space in the artwork.
- Copy or images with very close registration may involve extra work and greater cost. Be careful not to use trapping techniques on any artwork appearing adjacent to embossing and foil stamping.
- Screened copy and images with changes in tone do not reproduce effectively into dies for embossing, so line art should be created as if it were a solid image or solid color.
- If a beveled die is to be used, the artwork and copy for the image may need to be slightly enlarged to compensate for the image and copy reduction that occurs because of the beveled edges.
- Keep images at least 1/2" away from the edge of the stock being embossed in order to eliminate wrinkles that will occur if the embossed image is too close to the edge of the stock.
Image and Die Preparation
- If film negatives are to be made for the dies, they must be prepared emulsion up.
- On the occasions when looking at the image does not readily indicate the direction, or orientation, of the image on the document, the film should be marked read right to show which side prints up. The top or bottom of the image should be identified so that the engraver will understand how the die must be prepared for the proper embossing placement.
- Color key proofs, used for viewing the proper image direction, are of much assistance to the engraver when creating dies.
- If the embossed image is to register with a printed image, make sure the engraver has one of the primary negatives for guidance.
- Make sure the film image is not distorted or altered in size from the original copy.
- If the stock is to be embossed and also foil stamped, prepare a separate piece of film or separate digital artwork for each image.
- For multilevel dies (also referred to as sculptured or dimensional dies), an engraver must be provided with a color coded, solid, opaque film for each layer that will be embossed. The opaque film identifies the silhouette area of each layer. The engraver must also receive film of the line art that contains the images that will be embossed. Include a set of color keys that will be in register with the film and that will visually show the intended image.
- As a general practice, make sure the engraver has a color key, a mockup of the design, and any other samples illustrating and defining the edges, shapes, and levels of the embossed image. This will assist with identifying exactly how the image is to appear when embossed.
Die Selection Tips
- Refrain from choosing bevel edge dies when using a combination of embossing and foil stamping because the foil will not adhere to the beveled edge.
- Beveled dies are generally made of brass with the edge of the image being sloped 30 to 50 degrees. Do not use magnesium for beveled dies.
- Multilevel sculptured dies work best for scorching and blind embossing.
- Request a proof of the embossing or foil stamping, if possible, to eliminate surprises from possible misconceptions of the appearance of the finished product.
- Consult a die maker or print supplier before making a final image selection for the die. The engraver will understand that sharpness of the details is one of the most important elements of embossing and/or foil stamping.
- Make sure the die maker knows the type of stock that will be used with the application.
- Finely detailed images will look best when embossed at a shallow depth. Bold images look best when deeply embossed. The type of stock and the particular image will determine the depth of the embossing die that should be used for the application.
Typical Uses for Embossing
- Embossing is often used for company logos or as accents surrounding logos.
- It is used for borders or highlights surrounding images.
- Another common use is to create elegant accents for distinctive symbols, images, graphics, or lines.
- If a multilevel or sculptured die is used, there will be varying depths to the embossing, giving the image a distinctive 3-D effect.
- Embossing is occasionally used for security. Embossed seals or symbols of authenticity add security to government forms, legal documents, and corporate papers, however, embossing is considered an older form of document security, as more alternatives in print technology continue to be developed.
|
|














No comments:
Post a Comment